




优势特点:THK标准轴端加工滚珠丝杆,BNK1010,轴直径10mm,导程10mm,丝杆总长240-440不等,这类型的丝杆好处在于不需要再加工轴承,用户购入手即可安装设备使用,但需要在采购前确认丝杆轴端安装尺寸,这类型的标准加工轧制丝杆交期快,特别适用于现在紧缺的口罩机。
型号:BNK1010
THK标准轴端加工滚珠丝杆,BNK1010,轴直径10mm,导程10mm,丝杆总长240-440不等,这类型的丝杆好处在于不需要再加工轴承,用户购入手即可安装设备使用,但需要在采购前确认丝杆轴端安装尺寸,这类型的标准轴端加工丝杆交期快,特别适用于现在紧缺的口罩机。
|
滚珠丝杠规格 |
|||
|
导程(mm) |
10 |
||
|
BCD(mm) |
10.5 |
||
|
沟槽谷径(mm) |
7.8 |
||
|
螺纹旋向、条数 |
右,1 |
||
|
圈数 |
1.5圈×1列 |
||
|
间隙标记 |
G0 |
GT |
G2 |
|
轴向间隙(mm) |
0 |
0.005以下 |
0.02以下 |
|
基本动额定载荷Ca(kN) |
1.3 |
2.1 |
2.1 |
|
基本静额定载荷C0a(kN) |
1.6 |
3.1 |
3.1 |
|
预压扭矩(N•m) |
9.8×10-3 ~4.9×10-2 |
— |
— |
|
间隔钢球 |
1∶1 |
无 |
无 |
|
刚性值(N/mm) |
70 |
140 |
|
|
循环方式 |
弯管 |
||
|
公称型号 |
行程 |
丝杠轴长度 |
||
|
L1 |
L2 |
L3 |
||
|
BNK 1010-1.5RRG0+240LC5Y |
100 |
167 |
185 |
240 |
|
BNK 1010-1.5RRG2+240LC7Y |
||||
|
BNK 1010-1.5RRG0+290LC5Y |
150 |
217 |
235 |
290 |
|
BNK 1010-1.5RRG2+290LC7Y |
||||
|
BNK 1010-1.5RRG0+340LC5Y |
200 |
267 |
285 |
340 |
|
BNK 1010-1.5RRG2+340LC7Y |
||||
|
BNK 1010-1.5RRG0+390LC5Y |
250 |
317 |
335 |
390 |
|
BNK 1010-1.5RRG2+390LC7Y |
||||
|
BNK 1010-1.5RRG0+440LC5Y |
300 |
367 |
385 |
440 |
|
BNK 1010-1.5RRG2+440LC7Y |
||||
|
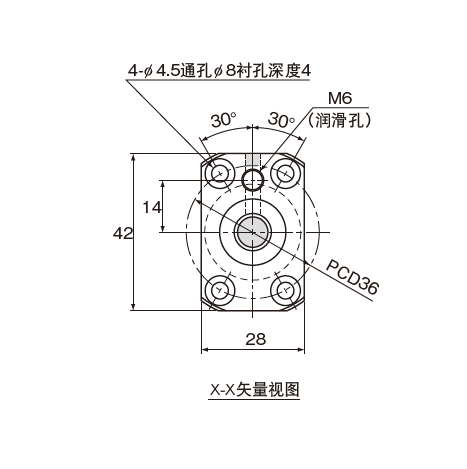
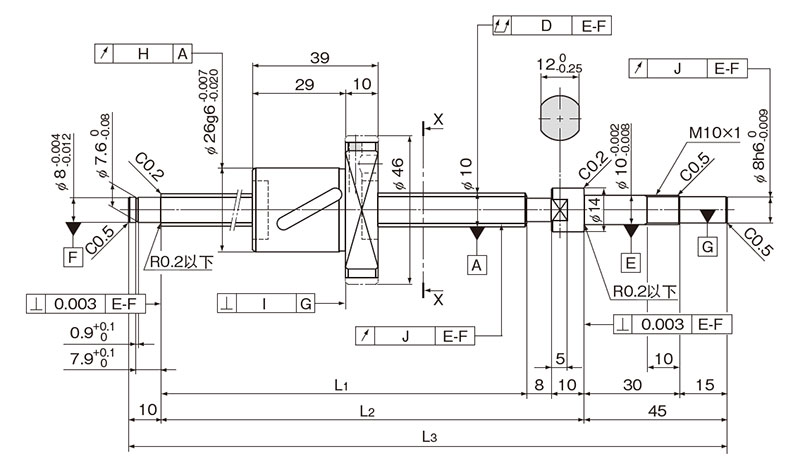
丝 杠 轴 轴心的振摆 D |
螺母 外圆面的振摆 H |
法兰 垂直度 I |
螺纹沟槽面的振摆 J |
导程精度 |
螺母质量 kg |
轴质量 kg/m |
|
|
代表运行距离误差 |
变动 |
||||||
|
0.04 |
0.012 |
0.01 |
0.011 |
±0.02 |
0.018 |
0.17 |
0.5 |
|
0.055 |
0.02 |
0.014 |
0.014 |
运行距离误差∶±0.05/300 |
0.17 |
0.5 |
|
|
0.04 |
0.012 |
0.01 |
0.011 |
±0.023 |
0.018 |
0.17 |
0.5 |
|
0.055 |
0.02 |
0.014 |
0.014 |
运行距离误差∶±0.05/300 |
0.17 |
0.5 |
|
|
0.05 |
0.012 |
0.01 |
0.011 |
±0.023 |
0.018 |
0.17 |
0.5 |
|
0.065 |
0.02 |
0.014 |
0.014 |
运行距离误差∶±0.05/300 |
0.17 |
0.5 |
|
|
0.05 |
0.012 |
0.01 |
0.011 |
±0.025 |
0.02 |
0.17 |
0.5 |
|
0.065 |
0.02 |
0.014 |
0.014 |
运行距离误差∶±0.05/300 |
0.17 |
0.5 |
|
|
0.065 |
0.012 |
0.01 |
0.011 |
±0.025 |
0.02 |
0.17 |
0.5 |
|
0.08 |
0.02 |
0.014 |
0.014 |
运行距离误差∶±0.05/300 |
0.17 |
0.5 |
|
抛光在丝杆制作过程中是很重要的一道工序,也是收官之作,随着塑料制品的日溢广泛应用,对塑料制品的外观品质要求也越来越高,所以塑料丝杆型腔的表面抛光质量也要相应提高,特别是镜面和高光高亮表面的丝杆对丝杆表面粗糙度要求更高,因而对抛光的要求也更高。抛光不仅增加工件的美观,而且能够改善材料表面的耐腐蚀性、耐磨性,还可以方便于后续的注塑加工,如使塑料制品易于脱模,减少生产注塑周期等。
机械抛光的一般过程如下:①粗抛经铣、电火花、磨等工艺后的表面可以选择转速在35000—40000 rpm的旋转表面抛光机或超声波研磨机进行抛光。常用的方法有利用直径Φ3mm、WA # 400的轮子去除白色电火花层。然后是手工油石研磨,条状油石加煤油作为润滑剂或冷却剂。一般的使用顺序为#180 ~ #240 ~ #320 ~ #400 ~ #600 ~ #800 ~ #1000。许多丝杆制造商为了节约时间而选择从#400开始。




